
リン酸マンガン被膜
別名リューブライト。鉄鋼表面にできる厚さ5~15μmの結晶性のリン酸マンガン皮膜。膜厚が厚いため錆びにくく、亜鉛メッキのクロメートと同等の耐食性がある。 また、表面の粒子が荒く、潤滑油を保持し、カジリを防止するため、回転部分や摺動部...
別名リューブライト。鉄鋼表面にできる厚さ5~15μmの結晶性のリン酸マンガン皮膜。膜厚が厚いため錆びにくく、亜鉛メッキのクロメートと同等の耐食性がある。 また、表面の粒子が荒く、潤滑油を保持し、カジリを防止するため、回転部分や摺動部...

鉄、SUS、アルミニウム、マグネシウム、銅などさまざまな材料に適用する防錆処理。防錆、塗装下地、塑性加工の潤滑として使用される。単に「リン酸塩被膜」の図面指示の場合は、リン酸亜鉛被膜を意味する。最も一般的なリン酸塩処理法。硬化層は、リン酸...

鉄鋼材料に適用する防錆処理。黒色に着色し、耐食性が向上する。鉄鋼材を水酸化ナトリウム NaOH(苛性ソーダ)水溶液などの高濃度アルカリ溶液に浸せきすることで、表面に緻密な四三酸化鉄被膜 Fe3O4(黒錆び)を生成させる。防錆力は弱く、防錆...
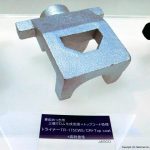
自動車では水素脆性の懸念がないのでボルトや高強度部材などに化成処理も多用される。防錆力と耐摩耗性の性能順に、リン酸マンガン被膜、リン酸亜鉛被膜、四三酸化被膜(黒染め処理)となっている。 □自動車部品で使用される化成処理 ...
□自動車部品で多く使用される化成処理 自動車では水素脆性の懸念がないのでボルトや高強度部材などに化成処理も多用される。防錆力と耐摩耗性の性能順に、リン酸マンガン被膜、リン酸亜鉛被膜、四三酸化被膜(黒染め処理)となっている。 ...
スプレーなどでワークに手吹する塗装法。手吹塗装とも呼ばれる。自動車の修理などで使用する。溶剤は有機溶剤を使用するものと水を使用するものがある。 長所は、常温で硬化し、どんなものでも手軽に塗装できる。短所は冬場で24時間かかるものもあ...

焼付塗装は、焼き付けることで硬化する高温硬化タイプの塗料を使用する金属塗装。自然乾燥タイプの塗料を早く乾燥させるために高温で強制乾燥させることではない。 表面硬度が非常に硬くなることが特徴。薄めの塗装でも対候性は良好。焼付乾燥時間は...

デッピング塗装とも呼ばれる。ワークを塗料の中に直接漬け込む塗装法。自動車の下回り部品や、エンジン部品など鋳物の鋳肌の保護用にも使用される。ダンパープリーなど、鋳物の状態で塗装したあと、機械加工する部品もある ドブ漬け塗装の長所は内面...
粉体塗装は静電塗装と同じだが、塗料が粉体になる。吸着しなかった塗料の回収・再利用が容易であり材料歩留がよい。長所は有機溶剤を使用しないため低公害。一回の塗布で膜厚が確保できる。歩留がよく経済的。膜厚管理が容易。 短所は焼付温度が高く...

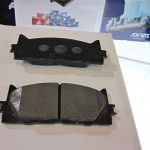
エポキシ樹脂系塗料で表面がコーティングされるため、耐食性に優れる。足回り部品などに使用される。カチオン電着塗装は電気メッキと同じ原理で、液体塗料を満たした浴槽内に沈め、直流電流を流すと塗料が表面に吸着する。色は黒色のみ。 サイズ ...

自動車のボディ塗装には静電塗装が使用される。静電塗装は対象物を帯電させ液体塗料をエアーで噴霧する。塗料の霧は逆の帯電で吸着させるので色ムラができにくい。 スプレー塗装に比べて、塗料ミストの飛散を極力少なくしているが、塗装効率は60~...
塗装の目的は装飾と耐食性向上。自動車で使用される塗装は静電塗装、カチオン電着塗装、粉体塗装、どぶ漬け塗装など。 静電塗装は対象物を帯電させ、そこに液体塗料を噴霧する。塗料の霧は逆の帯電で吸着させるので色ムラができにくいのが特徴。 ...
冷間回転鍛造(常温)。 板状や管状の金属材料を駆動回転させ、型の形状に沿って、へらと呼ばれる押し棒で加圧し局部的な塑性変形を徐々に繰返し与えて全体の製品形状を創成していく加工法。試作など少量生産用。 材料: 板状や管状の...

冷間回転鍛造(常温)。 ダイスと呼ばれる分割された工具を回転させ、丸棒やパイプ材を叩きながら外径を絞ってゆく加工。金属を削らずに叩き伸ばすので、材料が少量ですむため材料費を削減することができる。 材料: 丸棒材、パイプ材...

冷間回転鍛造(常温) ローレット加工は金属に施す細かい凹凸状の加工。 材料を駆動回転させ、従動回転可能なダイスを加圧し成形する。 施したい凹凸と同じ模様の工具をワークに押し付け、工具の形状を転写する。 綾目模様の場...

冷間回転鍛造(常温) 対向して駆動する円筒状のロールダイスに材料を挟んで、潤滑油をかけながら、材料を従動回転させて冷間塑性変形によりねじ山を盛り上げて成形する。金属の繊維を切断しないため、切削よりも強度が高い。 材料: ...

冷間鍛造(常温)。 自動プレス機で、横型多段式鍛造機ともいう。 供給された線材などの素材を一定の寸法に切断して、通常、最大で4工程の鍛造型で少しづつ成形する。材料の無駄が少なく、サイクルタイムが早い。 パーツフォーマーは、表面...
冷間鍛造(常温)。ヘッダー加工は、「頭を打つ」という意味で、リベットやボルトの頭を形成する。線材に圧力を加え、六角頭など体積分のコイル材を突き出し成形する。 叩くことで結晶を微細化し強度を高める。鋳造のような脆さがなく強度と靭性があ...

化学蒸着とも呼ばれる成膜法。 処理方法はPVDが薄膜材料を直接気化して薄膜化するのに対して、CVDは薄膜構成原子を含む化合物ガスを原料として化学反応を利用して薄膜を付着させる。 切削工具や金型などで使用する超硬質被膜で使用する...

物理蒸着とも呼ばれる成膜法。 真空中で成膜材料を加熱・蒸発させ、ワークの表面に薄膜を付着させる。 真空蒸着、イオンプレーティング、スパッタリングの3つの方式があるが、いずれも高真空下で行う。 切削工具や金型などで使用する...